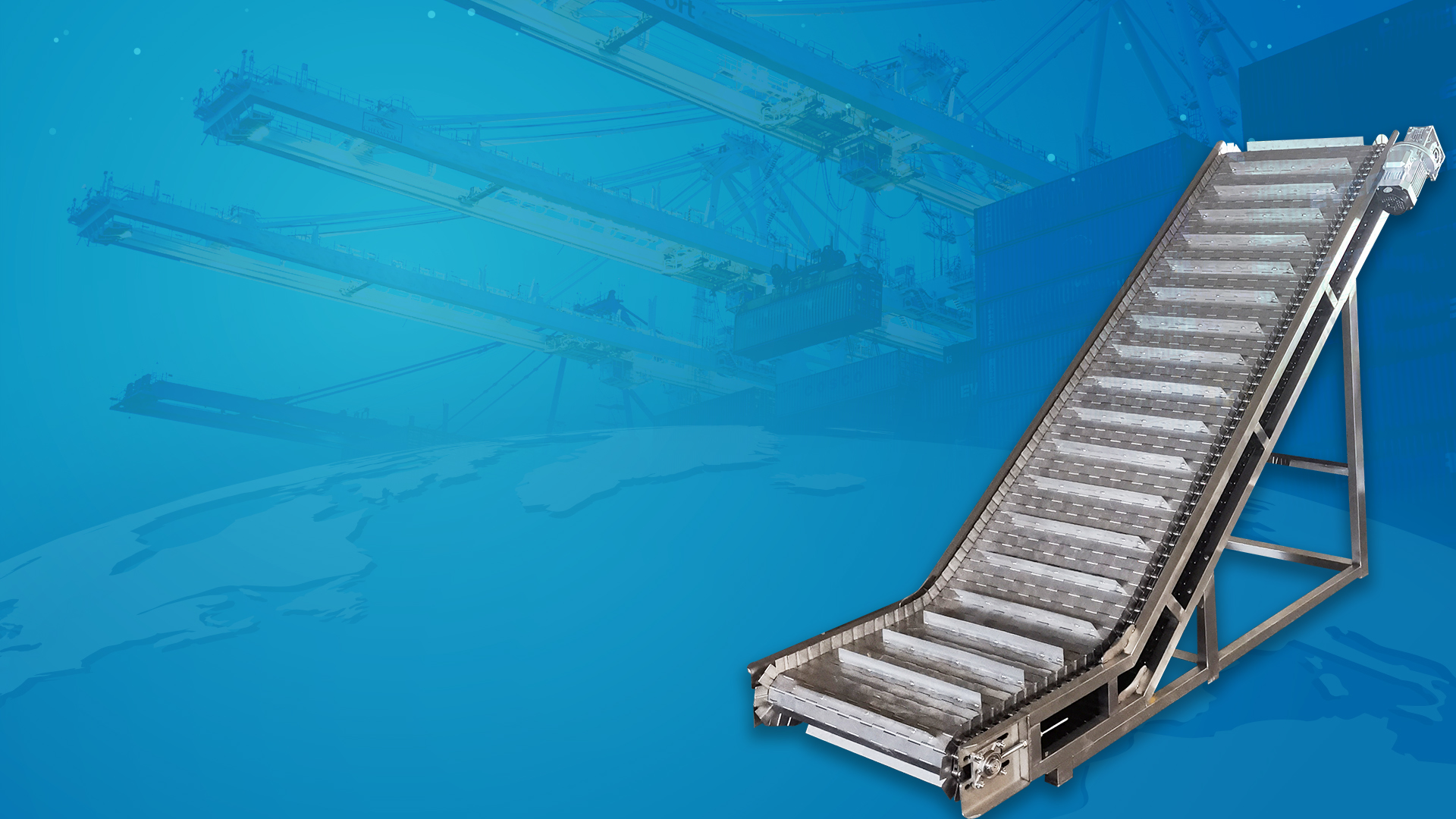
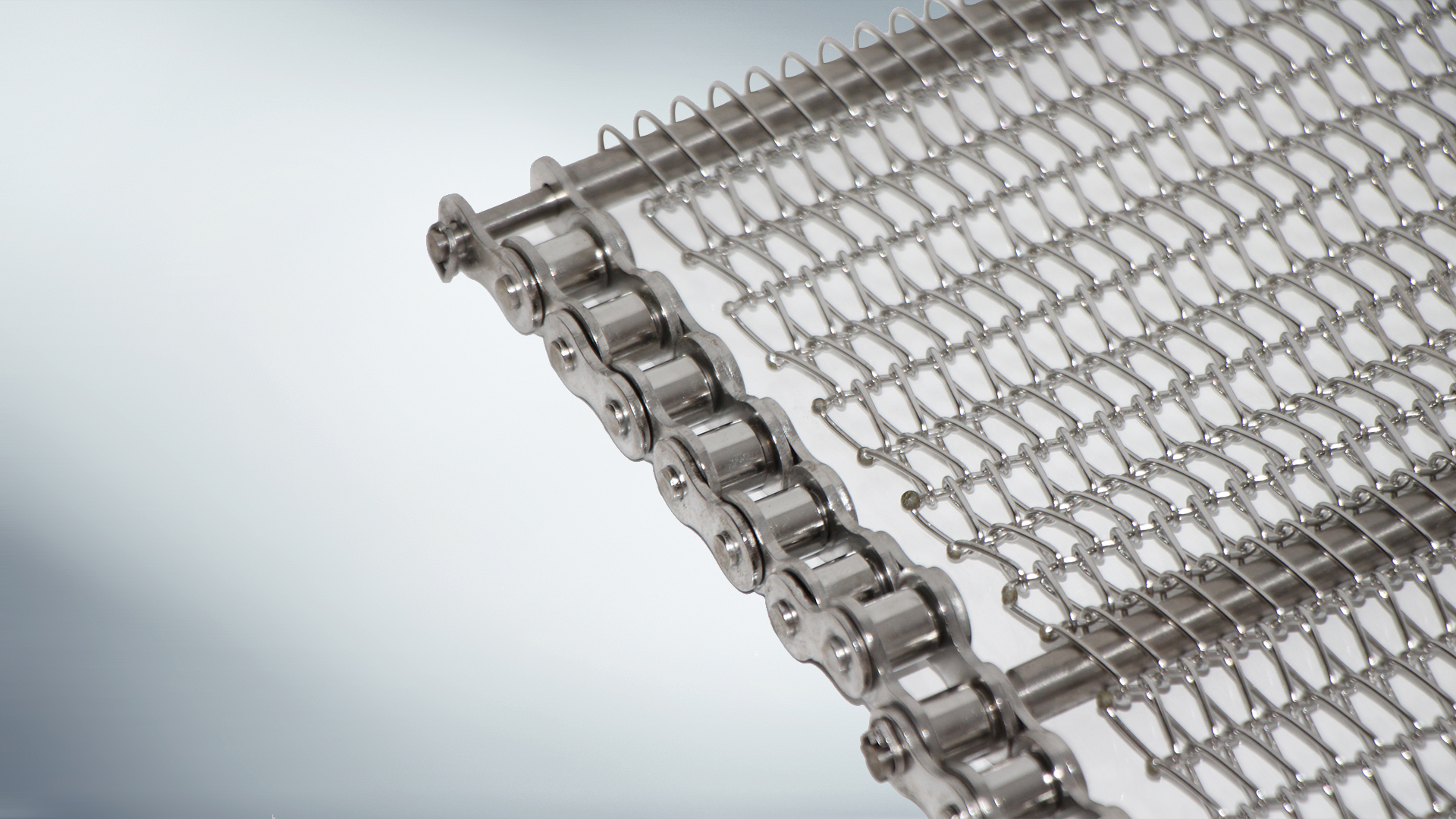
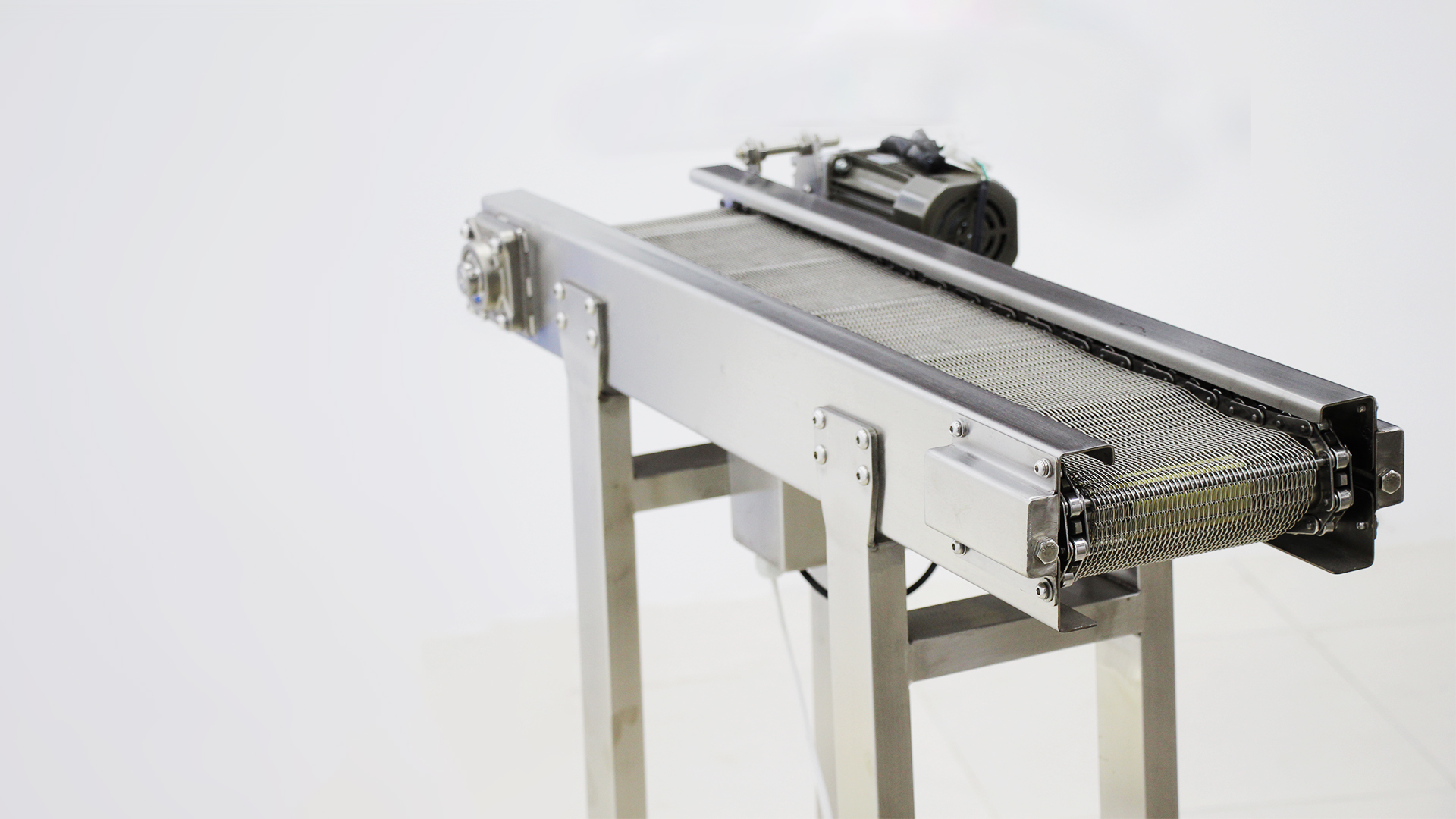
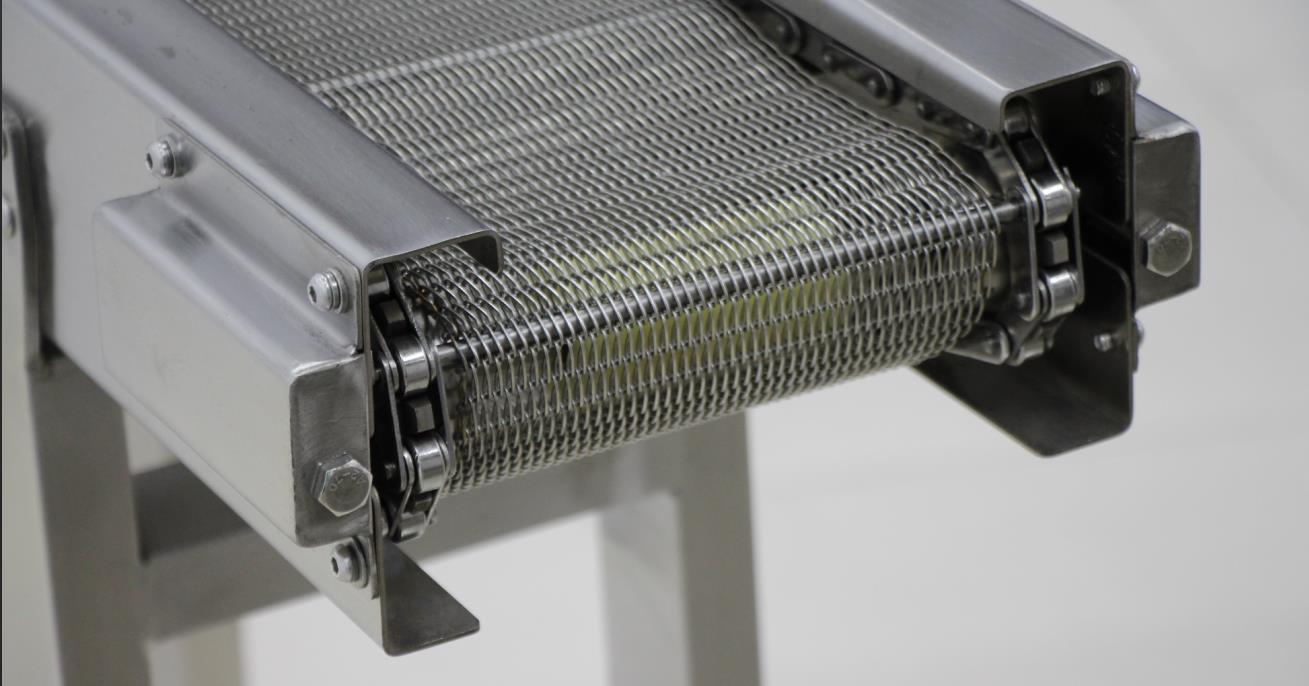
The stainless steel chain conveyor belt system is distinguished by a number of notable features.
Firstly, the material used is stainless steel, which is highly resistant to corrosion. This ensures that the equipment can operate reliably in humid, acidic or alkaline environments, significantly extending its lifespan by preventing the formation of rust and corrosion.
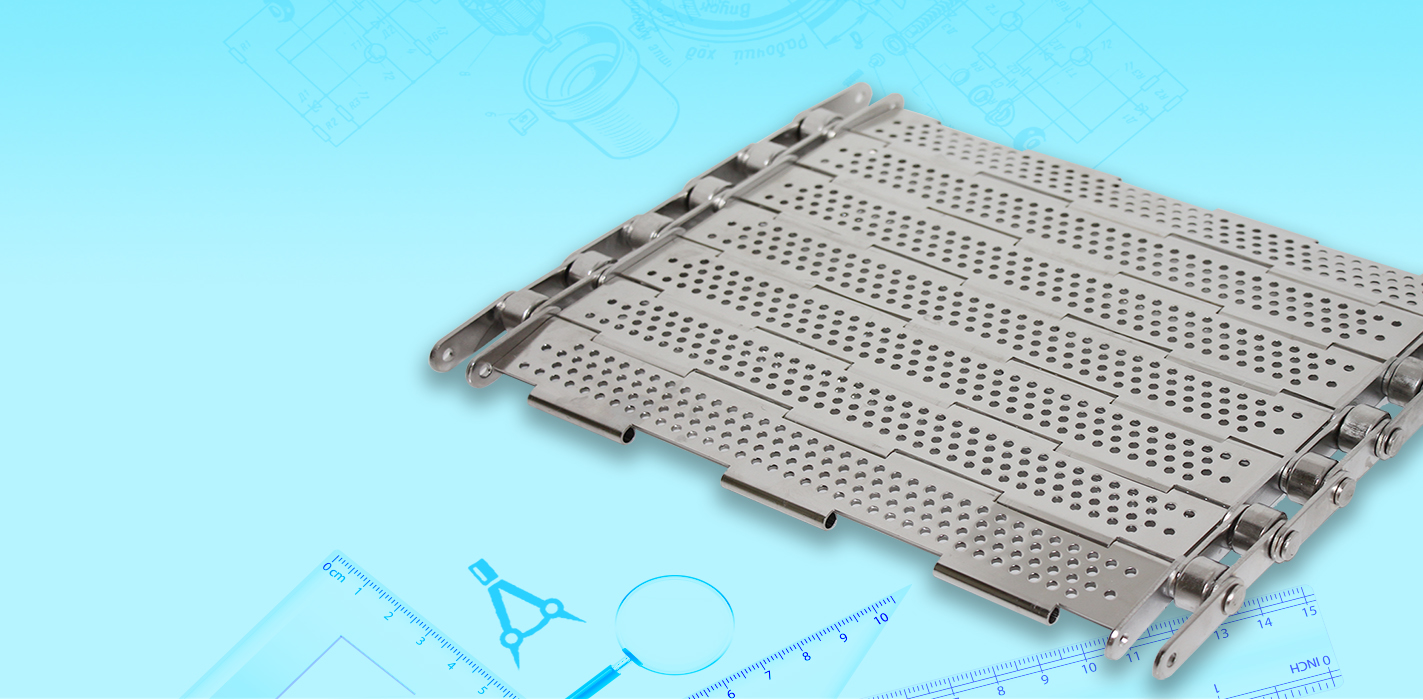
Secondly, the chain board's design is practical and effective. The connections between the boards are secure, which prevents items from falling off or piling up during transportation. This ensures the continuity and uniformity of the process, enhancing efficiency.
Secondly, the stainless steel chain conveyor belt is highly versatile. It can be adjusted to suit different requirements, with the width, length and gradient of the conveyor belt being able to be modified to meet the needs of a variety of materials. The conveyor belt can efficiently convey materials in a range of forms, including solid, granular and powdery substances.
In addition, the aircraft's operation generates minimal noise, ensuring a tranquil working environment and safeguarding the well-being of surrounding personnel. This contributes to a highly conducive work atmosphere.
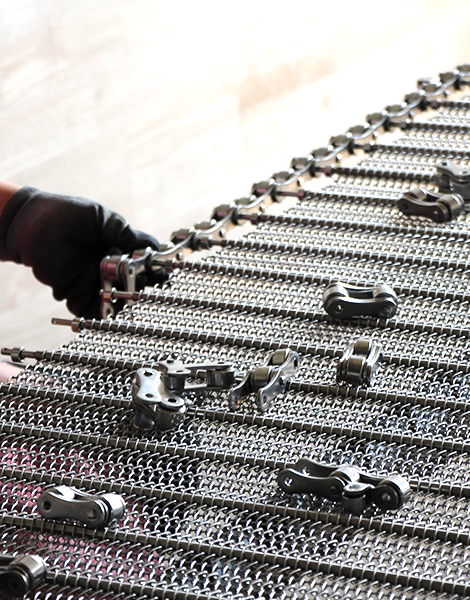
Simplicity and ease of maintenance are further advantages of this product. The materials used are of the highest quality and the structure is extremely robust. Regular cleaning and lubrication are all that is required to keep the product in top condition, thus minimising maintenance costs and downtime.
In summary, stainless steel chain conveyor belts are characterised by their corrosion resistance, stability, adaptability, low noise and ease of maintenance. These features make them highly versatile and widely used in a variety of industries for material transportation.